
Gli incisori laser possono essere utilizzati per tagliare o incidere legno, metallo, pelle, vetro, roccia e, più in generale, moltissimi materiali differenti. In ambito maker rappresentano un complemento naturale della stampa 3D: permettono di creare oggetti personalizzati, incidere superfici, tagliare materiali e avvicinarsi a lavorazioni che fino a pochi anni fa erano molto meno accessibili.
Oggi per acquistare un laser basilare servono poche centinaia di euro, mentre per un modello con cui iniziare a svolgere attività più vicine a un uso professionale bisogna considerare una spesa intorno al migliaio di euro o poco più. Con il giusto approccio, questi strumenti possono anche essere usati per produrre e vendere oggetti, rientrando progressivamente del costo iniziale.
▶” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen title=”Vedi il video”>
Chi vuole avvicinarsi a questo hobby, oppure trasformarlo in una piccola attività per arrotondare lo stipendio o farne un lavoro vero e proprio, deve però partire dalle basi. Prima di scegliere una macchina è importante capire come funziona un laser, quali sono le tecnologie disponibili, su quali materiali lavorano meglio e quali parametri determinano il risultato finale.
Come funziona un laser
Sapere nel dettaglio come funziona un laser non è essenziale per usarlo, ma comprenderne il principio di funzionamento aiuta a scegliere meglio i parametri e i materiali su cui lavorare.

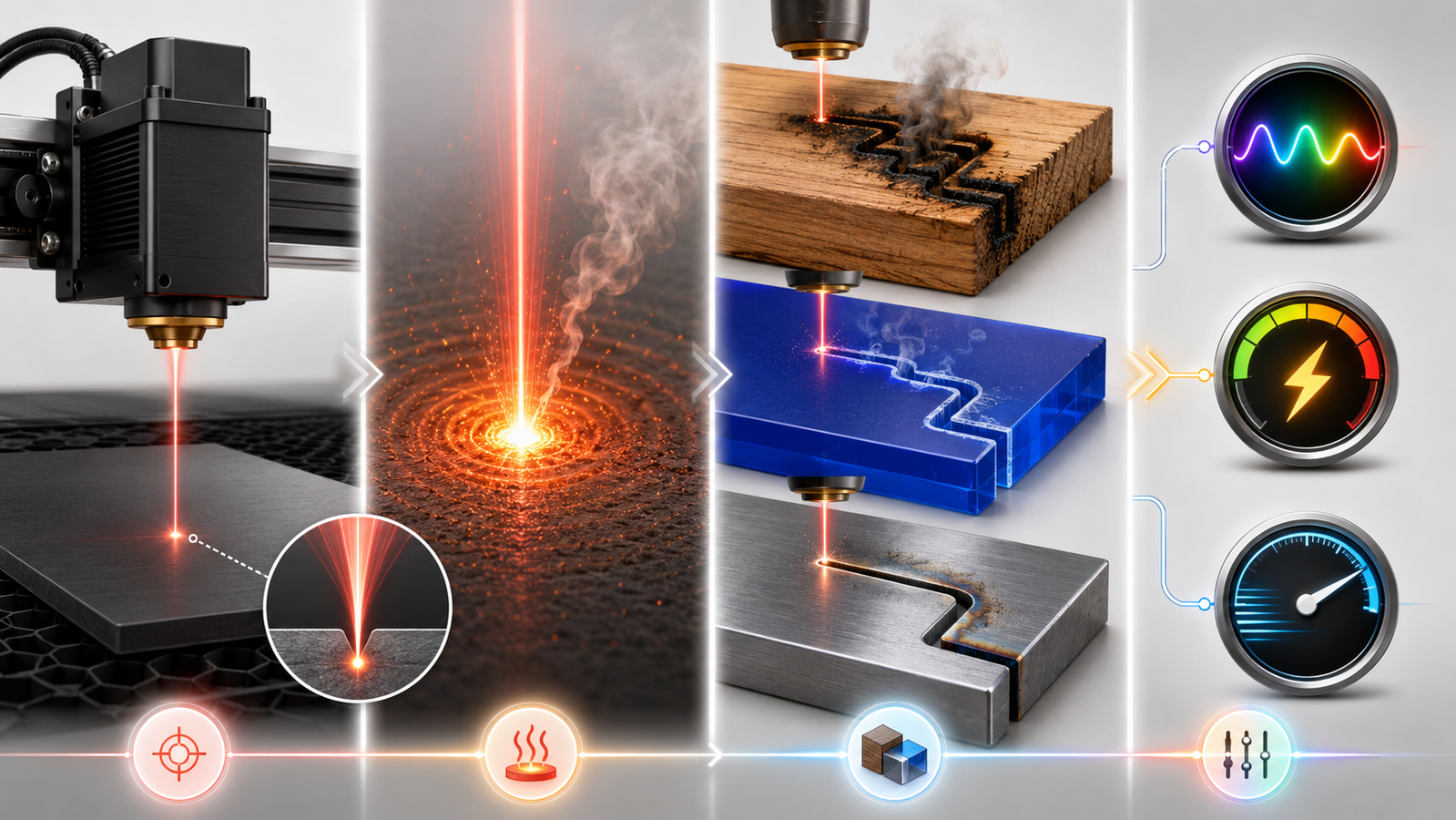
Il fascio di luce utilizzato per tagliare o incidere ha proprietà specifiche che gli permettono di concentrare molta energia in un punto estremamente piccolo, nell’ordine dei centesimi o dei decimi di millimetro.

Quando questo punto colpisce un materiale, l’energia luminosa si trasforma in calore. Se il calore prodotto è sufficientemente elevato, il materiale colpito può scurirsi, vaporizzarsi, fondere o bruciare, a seconda della sua natura.
Su un pezzo di legno, per esempio, il raggio carbonizza la superficie e lascia un solco scuro. Su un acrilico colorato vaporizza lo strato superiore. Su un metallo, se la potenza è adeguata, può modificarne la struttura, permettendo di inciderlo o tagliarlo.
Il laser, quindi, non è qualcosa di esoterico: è semplicemente un processo termico controllato con estrema precisione.

Per ottenere un buon risultato bisogna trovare il corretto abbinamento di tre parametri fondamentali: lunghezza d’onda, potenza e velocità.
Lunghezza d’onda, potenza e velocità
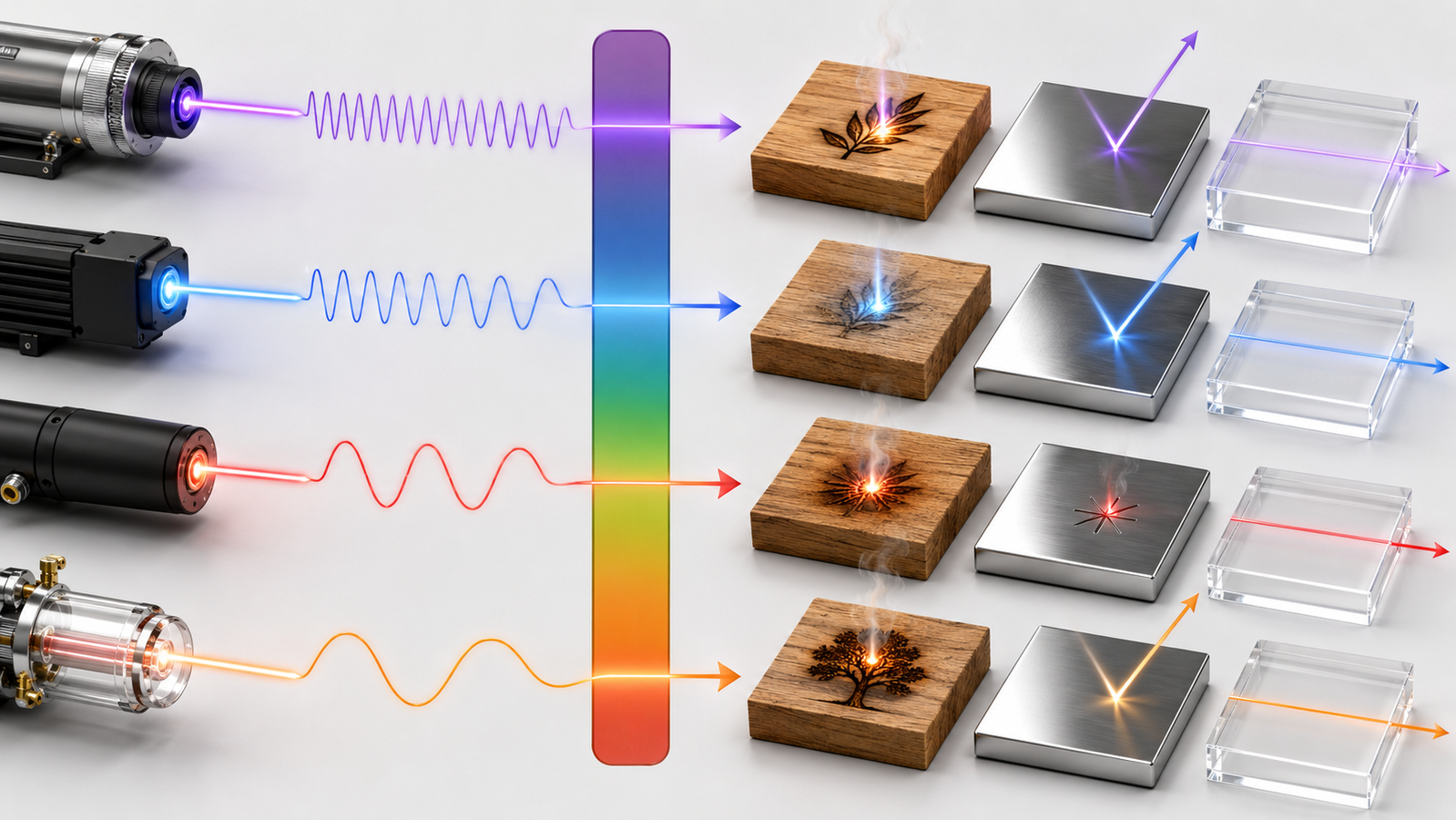
La lunghezza d’onda è un parametro essenziale, perché non tutti i laser sono uguali e non tutti i materiali reagiscono allo stesso modo quando vengono colpiti da un fascio luminoso.
Ogni tipo di laser emette luce a una specifica lunghezza d’onda. Ogni materiale, a sua volta, assorbe in modo diverso le diverse lunghezze d’onda. L’obiettivo è fare in modo che il laser, con la sua specifica lunghezza d’onda, venga assorbito dal materiale e interagisca con esso.

Se si usa un raggio laser con una lunghezza d’onda che attraversa il materiale senza interagire, non accade nulla: non si produce calore e quindi il laser non taglia né incide.

Un laser a diodo blu, per esempio, funziona molto bene sul legno e male sui metalli lucidi. Non perché manchi necessariamente di potenza o perché il metallo sia più duro del legno, ma perché la sua lunghezza d’onda viene riflessa dai metalli anziché essere assorbita. Questo è il motivo per cui esistono diverse tipologie di laser: a diodo, infrarossi, CO2, fibra e UV.
Il secondo parametro importante è la potenza, espressa in watt. La potenza indica quanta energia il laser è in grado di erogare, al massimo, in un secondo. In linea generale, più watt significano maggiore capacità di lavorare su materiali più spessi o di ottenere un risultato in meno tempo.
Il terzo parametro è la velocità, cioè quanto rapidamente il raggio si sposta sul materiale. Insieme alla potenza, determina il risultato finale. Lo stesso laser, sullo stesso materiale, può produrre un’incisione leggera o un taglio profondo a seconda di quanto a lungo il raggio resta su ciascun punto. Più velocemente si muove, meno energia deposita per unità di superficie. Più lentamente si muove, più calore concentra.
Bilanciare potenza e velocità è una delle parti più complesse dell’uso di un laser. Non esiste un manuale universale da seguire, anche se oggi i metodi disponibili per testare e ottimizzare i parametri sono molti.
Le principali tipologie di laser
Le tecnologie laser più diffuse e accessibili anche a livello consumer sono diverse. Ognuna ha vantaggi, limiti e materiali su cui lavora meglio.

Laser a diodo
I laser a diodo sono i più comuni in ambito hobbistico.
La fonte luminosa di questi modelli non è dissimile da un LED ad alta potenza, che emette luce a una lunghezza d’onda intorno ai 450 nanometri. Si tratta di luce blu, visibile all’occhio umano.
Questa lunghezza d’onda lavora bene su superfici organiche, come vari tipi di legno, carta, cartone, cuoio, pelle e alcune plastiche colorate. Anche se non è il suo impiego principale, un laser a diodo può anche marcare metalli verniciati o anodizzati, richiedendo però qualche passaggio in più e in generale più potenza. Può inoltre incidere ardesia, vetro e ceramica con risultati discreti.

Si tratta quindi di una tecnologia abbastanza flessibile, soprattutto considerando che è anche la meno costosa. Il limite principale riguarda i metalli puri e lucidi: la luce blu viene riflessa e non assorbita, quindi il diodo non riesce a lavorarli direttamente.

I laser a diodo sono generalmente compatti. La manutenzione si riduce alla pulizia della lente di tanto in tanto, mentre la durata nel tempo è di molte migliaia di ore.
I prezzi vanno da qualche centinaio di euro per i modelli entry level con potenza ridotta, fino a circa 1.500-2.000 euro per i modelli di fascia alta.
Laser CO2
I laser CO2 rappresentano una tecnologia storica per le lavorazioni industriali, oggi disponibile anche in ambito domestico.
La sorgente del laser è un tubo in vetro o ceramica riempito con una miscela di gas in cui l’anidride carbonica, da cui il nome CO2, è il componente attivo principale. L’elettricità viene applicata al tubo, eccitando la miscela e producendo un raggio con lunghezza d’onda di 10.600 nanometri. Si tratta di una parte dello spettro dell’infrarosso, non visibile all’occhio umano.
Questa lunghezza d’onda viene assorbita molto bene da moltissimi materiali non metallici. Il CO2 è la scelta migliore per l’acrilico, con tagli molto netti e praticamente perfetti. Lavora inoltre molto bene su tutti i tipi di legno, vetro, ceramica, pelle, tessuti, gomma e carta.
È possibile usare un laser CO2 anche sui metalli, ma con alcuni stratagemmi. Se si posiziona sotto il laser un oggetto in metallo non trattato, il raggio non produce risultati significativi. Se invece il metallo è verniciato, anodizzato o coperto con sostanze specifiche, il laser può fondere queste sostanze con una parte superficiale del metallo, lasciando di fatto un’incisione superficiale. Non bisogna però aspettarsi tagli o incisioni profonde sui metalli.
Rispetto ai modelli a diodo, i laser CO2 sono più ingombranti, ma permettono di lavorare su aree più grandi. La durata del tubo è più limitata rispetto a quella di un diodo e, per ottenere una longevità elevata, bisogna salire molto di prezzo.
In termini di manutenzione, invece, non cambia molto. Per quanto riguarda i costi, esistono macchine sotto i 1.000 euro, ma un modello per hobby avanzato costa generalmente tra 1.500 e 3.000-4.000 euro. I modelli professionali possono superare tranquillamente i 10.000 euro.
Laser a fibra
I laser a fibra sono la tecnologia di riferimento per la lavorazione dei metalli.
La sorgente luminosa è una fibra ottica drogata con metalli rari, in grado di emettere un raggio luminoso con una lunghezza d’onda di 1.064 nanometri. Anche in questo caso si parla di infrarosso, quindi di un raggio invisibile.
Questa lunghezza d’onda viene assorbita bene dai metalli e permette di incidere e marcare vari tipi di metallo: acciaio, alluminio, ottone, rame, oro, argento e persino titanio. Consente anche di tagliare lamiera fino a qualche millimetro.

I laser a fibra lavorano bene anche su alcune plastiche tecniche. Non esiste però una soluzione adatta a tutti i materiali: sui materiali organici, come legno o pelle, il laser in fibra offre risultati scadenti.
La manutenzione è praticamente nulla e la vita stimata può arrivare a 100.000 ore. Di fatto, è una tecnologia pensata per durare moltissimo. Il prezzo, però, è elevato: un laser in fibra costa svariate migliaia di euro. Cifre da 5.000, 6.000, 7.000 euro o più sono normali per questa tecnologia.
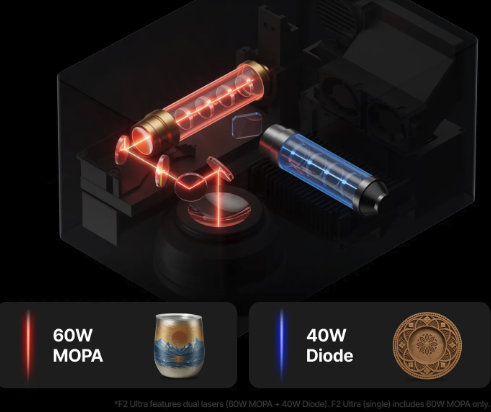
MOPA
Senza complicare eccessivamente il discorso, è utile citare anche i laser MOPA, una variante dei laser a fibra con larghezza d’impulso regolabile.

In pratica, si tratta di una versione ottimizzata dei laser a fibra, che permette lavorazioni non possibili con un normale laser a fibra. Tra gli esempi ci sono l’incisione a colori su acciaio inox o le marcature nere su alluminio anodizzato.
Laser infrarosso
Esistono poi laser infrarossi a 1.064 nanometri basati su diodo, che lavorano sull’infrarosso anziché sulla lunghezza d’onda del blu.
La lunghezza d’onda del diodo blu è adatta a legno e materiali organici, mentre l’infrarosso, avendo una lunghezza d’onda uguale a quella dei laser a fibra, lavora meglio sui metalli.
Tuttavia, questi laser infrarossi hanno solitamente potenza contenuta, velocità, potenza di picco e caratteristiche complessivamente inferiori rispetto a un laser a fibra. Per questo motivo vanno bene sui metalli, ma solo per lavorazioni superficiali.
Laser UV
Il laser UV a 355 nanometri è una tecnologia finalmente accessibile anche al mercato consumer, ma resta comunque di fascia alta.
A differenza degli altri laser, che creano un effetto termico sui materiali colpiti, il laser UV rompe direttamente i legami molecolari della superficie. Questo processo viene definito cold marking, cioè marcatura a freddo.

Questa lunghezza d’onda lavora bene sui materiali organici e molto bene sui materiali trasparenti, ma anche su pelle e legni pregiati. La differenza rispetto a un diodo blu o a un CO2 riguarda soprattutto la delicatezza.
Un esempio pratico è la marcatura del vetro. Con un laser CO2 è possibile farla, ma tendenzialmente la marcatura non sarà nettissima: possono comparire microfratture e bordi opachi. Con un laser UV, invece, si possono produrre marcature molto nette e chiare.
È quindi una tecnologia ideale per chi lavora con materiali pregiati e vuole un risultato di marcatura molto preciso. Avendo però solitamente potenze limitate, non è adatta a tagli o incisioni profonde.
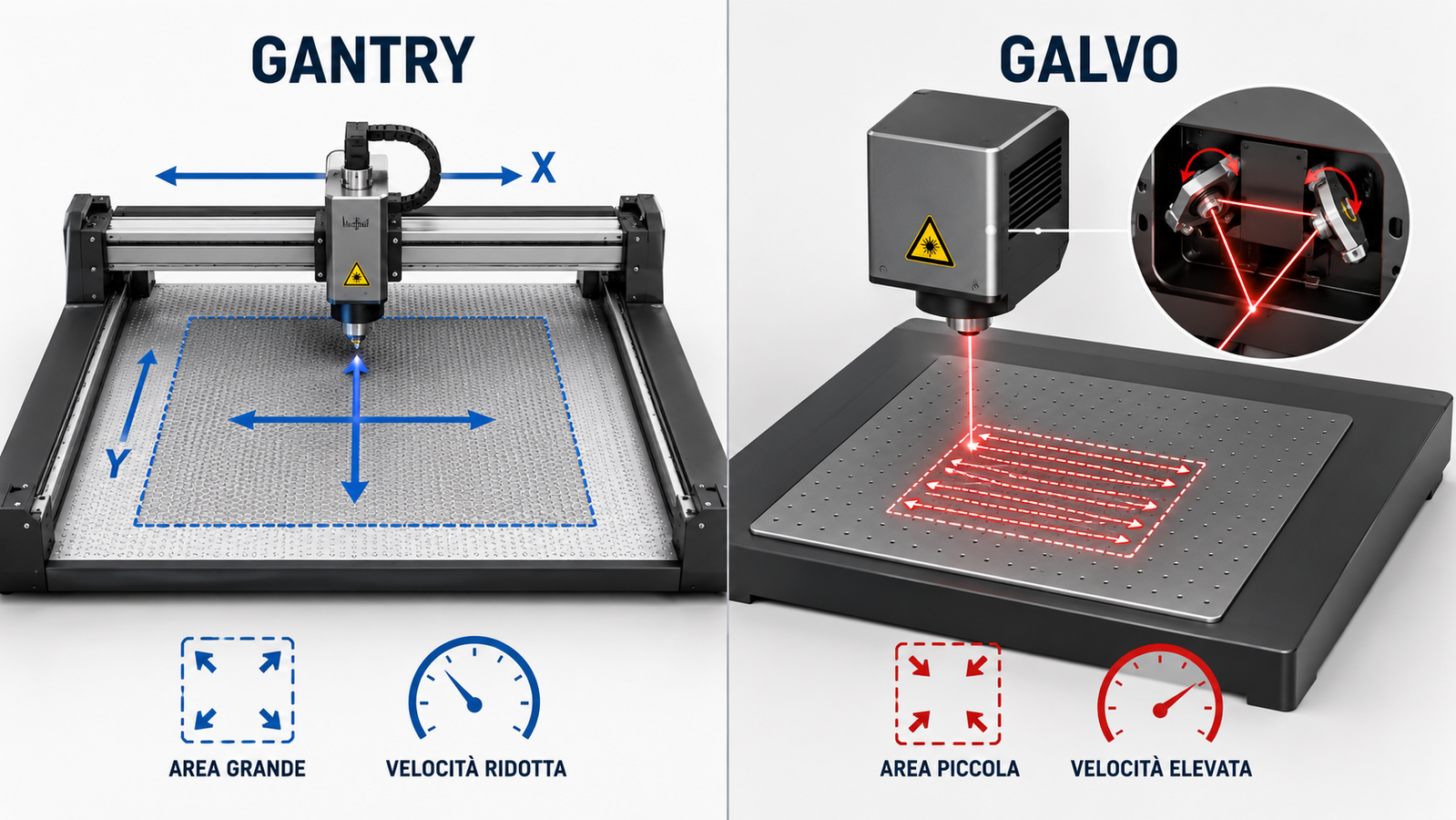
Movimento del laser: gantry e galvo
Le principali tecnologie laser accessibili anche a livello consumer possono essere integrate in due diverse architetture meccaniche, cioè due sistemi che muovono il raggio sui materiali. Queste architetture determinano velocità, area di lavoro e modalità d’uso del laser.
Le due soluzioni principali sono gantry e galvo.

Sistema gantry
La tecnologia gantry, che in italiano può essere definita “a portale”, è la più diffusa.
Il laser è montato su un sistema ad assi motorizzati che si spostano fisicamente sul materiale. L’approccio è simile a quello delle macchine CNC o delle stampanti 3D: la testina si muove sul materiale e il laser si sposta fisicamente.
Il vantaggio principale è l’area di lavoro, che può essere molto ampia. Anche sui modelli consumer si riesce tranquillamente ad arrivare ad aree di 40, 50 o più centimetri su entrambi gli assi. La meccanica è economica e quindi il prezzo generale dei laser rimane contenuto.
Lo svantaggio è la velocità, che è più bassa. Spostare fisicamente un corpo sui due assi non permette accelerazioni estreme. Per dare un’idea, un laser economico con architettura Core XY si assesta tra 400 e 1.000 millimetri al secondo di velocità di spostamento. Un modello come l’F2 Ultra, basato su architettura galvometrica, arriva invece a 15.000 millimetri al secondo.
Sistema galvo
I sistemi galvo non muovono fisicamente l’emettitore del laser, ma il raggio di luce. Alcuni specchi vengono mossi a velocità nell’ordine dei microsecondi per spostare il raggio laser sugli assi X e Y. Una lente mantiene la messa a fuoco precisa su tutta l’area di lavoro.
Il vantaggio principale è la velocità. Per dare un’idea, incidere una targhetta di metallo che richiede una decina di minuti su un sistema gantry può richiedere meno di un minuto su un sistema galvo.
Lo svantaggio principale è l’area di lavoro, più ristretta. La lente che mantiene la messa a fuoco ha dei limiti, quindi in molti modelli si lavora su superfici piccole.
Esistono soluzioni per aumentare l’area di lavoro dei sistemi galvo, ma si tratta di accessori aggiuntivi.
Non sempre è possibile scegliere liberamente quale architettura abbinare a una specifica tecnologia laser. Gli standard attuali vedono mediamente laser a fibra, MOPA, UV e alcuni CO2 di fascia alta usare quasi sempre la soluzione galvo. La maggior parte dei CO2 usa invece architettura gantry. I laser a diodo si trovano in entrambe le configurazioni.
La potenza non è tutto
Dopo aver analizzato le tipologie di laser, il loro funzionamento e la potenza, è importante capire cosa indica davvero questo valore. La potenza non è un parametro universale e scegliere un laser solo in base ai watt può portare a decisioni sbagliate.
Un laser a diodo da 10 watt, un CO2 da 10 watt e un laser a fibra da 10 watt producono effetti diversi sullo stesso materiale. Questo accade perché non conta solo la potenza, ma anche la lunghezza d’onda.

È quindi sbagliato pensare che, se un laser a fibra da 10 watt può incidere il metallo, allora possa tranquillamente anche tagliare il legno, essendo quest’ultimo più morbido del metallo. Non funziona così.

Per dare una dimensione concreta alla potenza, si può partire dal laser a diodo blu, la tecnologia più diffusa ed economica.
Un laser a diodo blu da 5 watt è in grado di marcare legno, pelle e cartone. Può fare incisioni leggere e tagliare 1 o 2 mm di compensato, magari con qualche passata.
Un laser da 10 watt può incidere legno e pelle in maniera più veloce e pulita, tagliare legno fino a 5 mm e marcare metallo verniciato o anodizzato.
Un laser da 20 watt riesce a tagliare in una singola passata legni delle dimensioni citate fino a questo punto e può arrivare al centimetro con più passate. Incide legno e marca metallo e pelle molto velocemente.
Con un laser da 40 watt si entra già in un ambito più professionale. È possibile tagliare legno spesso in una singola passata e produrre marcature e incisioni molto rapidamente.
Passando dal laser blu al CO2, le fasce cambiano. Una macchina da 30-40 watt taglia acrilico fino a 5-6 mm. Una da 60-80 watt arriva a 10 mm di acrilico e a legno fino a 15 mm. Oltre i 100 watt si entra nel territorio professionale.

Per i laser a fibra il discorso è ancora diverso: 20 watt garantiscono già marcature e incisioni di livello commerciale sui metalli. Oltre i 50 watt si inizia a tagliare lamiera sottile.
Un concetto pratico da fissare è che il risultato finale deriva dalla combinazione di tre variabili: potenza, velocità e quantità di passate. Lo stesso effetto può essere ottenuto con combinazioni diverse. Una potenza alta a velocità elevata deposita sul materiale una quantità di energia simile a una potenza media a velocità media, ma l’effetto finale, in termini qualitativi, può essere differente.
Immaginando di dover tagliare del legno, si può impostare la potenza al massimo e una velocità bassa, ottenendo probabilmente il taglio in una sola passata. Tuttavia, concentrando molta energia per molto tempo su una superficie, il materiale si carbonizza molto, si brucia e produce bordi più scuri.

Abbassando la potenza, aumentando la velocità e usando più passate, si può ottenere un taglio più pulito, con meno bruciature, a fronte di un tempo di lavorazione più lungo.
Imparare a bilanciare queste tre variabili è ciò che fa davvero la differenza. Con un laser meno potente, ma con il giusto mix di velocità e passate, si può ottenere un risultato migliore rispetto a un laser due o tre volte più potente impostato alla massima potenza senza controllo.
Sicurezza
Lavorare con un laser richiede attenzione. A differenza di una stampante 3D, gli aspetti da considerare sono molti di più.
Praticamente la totalità dei laser consumer è classificata come Classe 4, anche nei modelli entry level. Il fatto che un laser costi poco non significa che sia meno pericoloso.
Un laser di Classe 4 può causare danni permanenti agli occhi anche con un’esposizione di pochi secondi e anche per riflessione. Non è quindi necessario guardare direttamente il raggio o mettere la testa sotto al laser per subire danni: può bastare un raggio riflesso.

Naturalmente i laser domestici integrano protezioni specifiche. Sono inglobati all’interno di case realizzati con materiali progettati per filtrare il raggio di luce e ridurre la pericolosità del laser. È comunque consigliabile usare occhiali di sicurezza, se non sono già forniti.
Il rischio più grande riguarda gli occhi, ma non è l’unico. Un altro rischio comune è l’incendio. A parte i laser UV, tutti gli altri bruciano in qualche modo i materiali, generando fuoco o scintille a seconda del materiale lavorato.
Creare fiamme durante l’incisione del legno non è anomalo, soprattutto quando si usa la potenza massima. Per evitare problemi è fondamentale non avviare un lavoro e poi allontanarsi. Bisogna restare presenti ed essere pronti ad agire in caso di necessità.
Infine, c’è il problema dei potenziali gas tossici. Anche il semplice legno, quando viene inciso, libera monossido di carbonio e particolato. Altri materiali plastici possono produrre sostanze ancora peggiori.
Questo problema può essere gestito su più livelli. Per lavorazioni hobbistiche, non continuative, può bastare un ambiente ben aerato e un tubo che convogli i fumi fuori dalla finestra. È una soluzione molto efficace, a patto che i fumi non rientrino dalla finestra stessa.
Se non è possibile convogliare l’aria all’esterno, un buon sistema di filtraggio è la soluzione migliore, anche se questi sistemi non sono particolarmente economici.

Riassunto dei concetti base
I tre elementi più importanti di un laser sono:
-
lunghezza d’onda;
-
potenza;
-
velocità.
Il mix di questi tre parametri, insieme al numero di passate, cioè quante volte il laser ripassa sulla stessa zona, permette di ottenere il miglior risultato possibile, che si tratti di incisione, taglio o marcatura.
Ogni tipologia di laser ha pro, contro e materiali su cui è più efficiente.
Il laser a diodo blu è adatto ai materiali organici, dal legno alla pelle e al cuoio, oltre che alle superfici trattate, come metalli anodizzati o verniciati.
I laser CO2 lavorano molto bene su una gamma più ampia di materiali organici e sono particolarmente indicati per acrilico, ceramica e vetro.
I laser a fibra ottica lavorano invece i metalli in profondità, anche naturali, senza coperture.

I laser UV sono una soluzione raffinata per lavorare con precisione materiali come vetro, plastiche e pelle, grazie alla marcatura a freddo, senza bruciare. Non sono pensati per tagliare o scavare, ma sono molto efficaci per marcare.
I laser infrarossi lavorano sui metalli, ma in modo superficiale. Non hanno la stessa potenza dei modelli a fibra, che possono rimuovere materiale.
Queste tecnologie possono essere integrate in due architetture principali. I sistemi gantry sono basati su meccaniche che spostano fisicamente la testina del laser. Hanno il vantaggio di lavorare su aree ampie, ma hanno una velocità contenuta. I sistemi galvo usano invece specchi che riflettono il raggio di luce: l’area di lavoro è più limitata, ma le velocità sono molto elevate.
La scelta della tecnologia deve quindi dipendere dai materiali che si vogliono trattare. Il risultato finale dipenderà poi dal corretto bilanciamento tra potenza, velocità e numero di passate.
Quanto è difficile iniziare
Una volta individuato il tipo di laser più adatto, acquistata la macchina e predisposto l’ambiente, resta da capire quali competenze servano davvero per iniziare.
Il paragone con la stampa 3D è immediato: comprare una stampante 3D non basta per creare oggetti tridimensionali, perché spesso bisogna imparare a usare software e modelli 3D. Con i laser, però, le competenze richieste per iniziare sono in realtà molto basilari.
Non serve alcuna competenza informatica avanzata. Non serve nemmeno essere in grado di creare design con software di progettazione grafica, soprattutto oggi, nell’era dell’intelligenza artificiale.

Ciò che serve è imparare a usare il software che comunica al laser cosa deve fare. Esistono diverse soluzioni, alcune a pagamento e altre gratuite.
La parte più importante non è quindi una competenza tecnica avanzata, ma la pazienza. Servono test su test per trovare il mix ideale di parametri di incisione, potenza, velocità e passate in base ai diversi materiali.
Online esistono moltissime risorse e community da cui scaricare progetti e design. Inoltre, con l’intelligenza artificiale, oggi è possibile realizzare gratuitamente design personalizzati. In passato era molto più complicato; oggi iniziare a usare un laser è decisamente più semplice.
Quanto costa iniziare
Per iniziare in ambito hobbistico bisogna considerare una cifra compresa tra 500 e 1.000 euro, o poco più.
Questa cifra permette di acquistare un laser a diodo blu con architettura gantry, adatto a lavorare materiali organici, insieme a un mix di materiali su cui sperimentare e a un sistema di smaltimento dell’aria.
Si sale di poco sopra i 1.000 euro se si vuole aggiungere anche un depuratore dell’aria.
Questa fascia di prezzo è indicativa per iniziare senza investire subito cifre elevate. Solo provando si può capire se il laser è davvero lo strumento giusto, se resta una curiosità o una passione, oppure se può diventare un secondo lavoro.1
#Adessonews seleziona nella rete articoli di particolare interesse.
Se vuoi leggere l’articolo completo clicca sul seguente link
Andrea Ferrario
Source link


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}